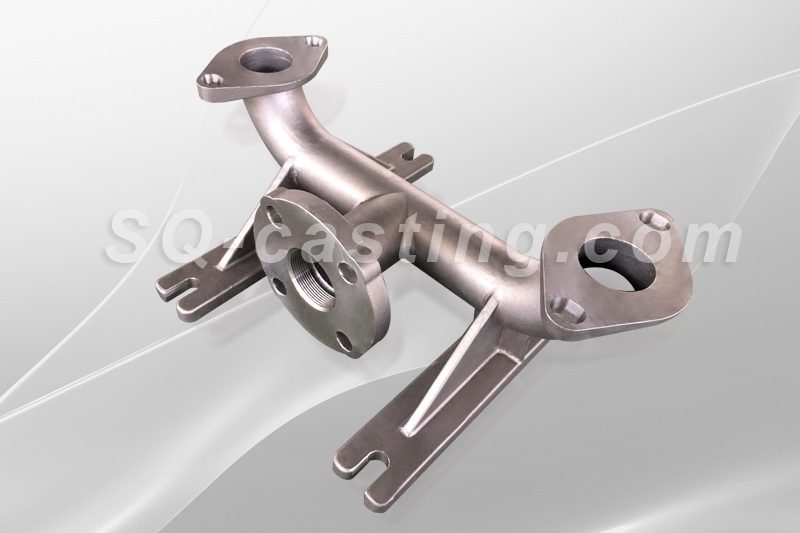
精密鑄造是獲得精準(zhǔn)尺寸鑄件工藝的總稱。相對(duì)于傳統(tǒng)砂型鑄造工藝,精密鑄造獲的鑄件尺寸更加精準(zhǔn),表面光潔度更好 。
基本概述
它包括:熔模鑄造、陶瓷型鑄造
、金屬型鑄造、壓力鑄造
、消失模鑄造
。
其中較為常用的是熔模鑄造,也稱失蠟鑄造:選用適宜的熔模材料(如石蠟)制造熔模;在熔模上重復(fù)沾耐火涂料與撒耐火砂工序,硬化型殼及干燥;再將內(nèi)部的熔模溶化掉,獲得型腔;焙燒型殼以獲得足夠的強(qiáng)度,及燒掉殘余的熔模材料,;澆注所需要的金屬材料;凝固冷卻,脫殼后清砂,從而獲得高精度的成品。根據(jù)產(chǎn)品需要或進(jìn)行熱處理與冷加工和表面處理。
工藝流程
壓蠟(射蠟制蠟?zāi)#?--修蠟----蠟檢----組樹(臘模組樹)---制殼(先沾漿 、淋沙、再沾漿
、最后模
殼風(fēng)干)---脫蠟(蒸汽脫蠟)-------模殼焙燒--化性分析--澆注(在模殼內(nèi)澆注鋼水)----震動(dòng)脫殼---
鑄件與澆棒切割分離----磨澆口---初檢(毛胚檢)---拋丸清理-----機(jī)加工-----拋光---成品檢---入庫
鑄造生產(chǎn)流程大體就是這樣總的來說可以分為壓蠟、制殼 、澆注
、后處理、檢驗(yàn)
壓蠟包括(壓蠟 、修蠟
、組樹)
壓蠟---利用壓蠟機(jī)進(jìn)行制作臘模
修蠟---對(duì)臘模進(jìn)行修正
組樹---將臘模進(jìn)行組樹
制殼包括(掛沙、掛漿 、風(fēng)干)
澆注包括(焙燒 、化性分析也叫打光譜、澆注
、震殼




 客服QQ
客服QQ